Page
The Operation of Feed Manufacturing Equipment
Completion requirements
View
Good mixing begins with an understanding of the equipment used. Feed mixing equipment can be divided into two broad types: continuous and batch. The continuous mixing systems used on farms are metering mills. These mills meter ingredients into a mixing auger in set proportions. Batch mixing systems mix a set amount depending on their capacity. Most continuous systems are stationary, while batch systems can be stationary or portable. Mixing procedures are totally different for batch and continuous systems.
Continuous Mixing Systems
The big advantage of a continuous mixing system is its automatic operation. Once you start the mill, it mixes until it runs out of ingredients, fills a finished feed bin, or is turned off. The main unit of this system is the proportioner, which controls the volume of each ingredient added. This proportioner must be routinely calibrated for the proper mix. Changes in ingredient density (that is, changes in test weight) will change the proportions by weight and therefore the nutrient content of the mix. For example, if you calibrate a mill for maize weighing 56 kg per bag, and the next load of maize weighs only 54 kg per bag, the diet that should have 1,700 kg of maize only contains 1,640 kg.
These mills are calibrated by two simple methods. The first method consists of weighing the amounts of each of the ingredients being metered in simultaneously. Place a weighed container under each ingredient auger. Divert the ingredients into the container, and then run the mill. When you collect an ample supply of the least ingredient (2 to 5 kg), turn the mill off. Weigh each ingredient, and then subtract the weight of the containers. Add the weights of each ingredient together, and then divide that number into 2,000. This gives a factor to use in correcting the amounts collected to a ton basis. Multiply this correction factor by the weight of each ingredient collected. The resulting number is the amount of that ingredient being added to a ton of feed.
Example:
|
Amounts collected: |
5 kilograms of base mix |
|
55 kilograms of maize |
|
|
40 kilograms of soybean meal |
|
|
Total collected = |
100 kilograms |
The feed formula is for 2,000 kilograms, so divide 2,000 by 100 for a conversion factor of 20. Multiply the weight of each ingredient collected times 20 to get the amount per ton:
|
5 base mix x 20 = |
100 kilograms of base mix |
|
55 maize x 20 = |
1,100 kilograms of maize |
|
40 soybean meal x 20 = |
800 kilograms of soybean meal |
|
Total = |
2,000 kilograms |
Compare the amount per ton for each ingredient with the formula and make needed adjustments.
The second method works best when there is a wide range in ingredient levels. Run each ingredient for the same length of time. When each ingredient has been collected, determine the weight of the ingredient less the weight of the container. Add the ingredient weights and divide into 2,000 (same correction factor as above). Multiply each weight by the correction factor. This gives the diet formula in kilograms per ton.
In both cases, the adjustments depend on the make and model of the machine. The adjustments needed are in the owner's manual. If one is not on the farm, contact the equipment dealer or company representative.
Continuous mixing systems are only as good as the operator. Every part of the system must be working properly to produce quality feed. You must carefully calibrate the mill, analyze samples of mixed feed, and frequently check the system to produce quality feed.
Batch Mixing Systems
Batch systems take more time but generally are more accurate because each ingredient is weighed. Vertical mixers are more popular than horizontal mixers because they take less space. Horizontal mixers typically provide a better mix and have a shorter mixing time. Some stationary systems combine both a horizontal mixer for combining ingredients used in small amounts and a vertical mixer for mixing the complete feed.
The mixing accuracy of a horizontal mixer is because of its mixing action. Horizontal mixers have one of two mixing mechanisms--a ribbon (Figure 1) or a paddle (Figure 2). Both will provide a good mix, but the ribbon provides a more uniform final mix.
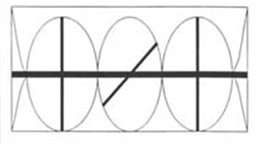
Figure 1: Horizontal mill with ribbon mixing.
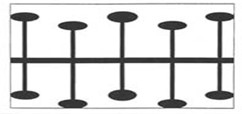
Figure 2: Horizontal mill with paddle mixing.
Ribbon and auger mixers operate most efficiently if they are filled to 70 to 90% of capacity. With paddle mixers, satisfactory mixing may be obtained at much lower levels of loading (25% of capacity). However, the application of fat and/or molasses to mixers that are not adequately loaded may cause the coating of the sides of the mixer and mixer bars, resulting in decreased mixer efficiency and contamination. The mixer should not be overloaded. Overloading the mixer will cause some of the feed to float above the mix and not blend properly. With paddle and ribbon mixers the mixer bars should rise at least 12 cm above the level of the mix.
Improper mixing can also occur if the tolerances between the mixer bars and the sides of the mixer are not set properly. Mixers are factory-set with an agitator clearance of .3 to .9 cm. If that clearance increases to 1.3 cm, mixer efficiency will be impaired. Mixers should be visually inspected periodically. Establish a set schedule for inspecting the mixer. Worn paddles and ribbons should be replaced.
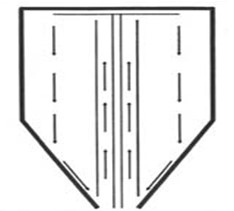
Figure 3: Mixing action of a vertical feed mill
The chances for mixing errors are usually greater when using vertical mixers. Figure 3 is a simplified drawing of a vertical mixer at work. Ingredients enter the mixer, are carried to the top, and then dropped into the mixing area. This action makes it difficult to properly mix ingredients added in small amounts (40 kilograms per ton or less). Blend these ingredients with another ingredient (grain, soybean meal) before mixing.
Because of the design, 10 to 20 kilograms of the first ingredient added to the mixer may never be mixed because the mixing auger never picks it up. Two additional steps to the process solve this problem. First, avoid adding ingredients used at 200 kilograms or less to an empty mixer. Then, just before mixing is complete, auger out about 50 kilograms and put it back in the mixer. These two practices will reduce the chances of a feeder being filled with straight premix, base mix, soybean meal, etc.
Portable mixers and stationary mixers in some conditions pose other problems. It is tempting to weigh all ingredients except the grain, put them in the mixer, and then fill the mixer with grain. It is impossible to measure weight by measuring volume in grain. Another problem is running the mixer until the grain is ground and then shutting the mixer off. The feed must mix at least 5 minutes after the last of the grain is in the mixer. For most mixes, the time should be 7 to 10 minutes, depending on the model of the mixer and the amount of feed being mixed. Over-mixing can lead to feeding separation in some farm conditions. More importantly, it increases the amount of fuel or electricity used, therefore increasing the cost of mixing.
Do not deviate from proper mixing times. If possible have the mixing time controlled by a timer. Mixing time increases with the level of liquid feed added to the mix. This is because the mix becomes more viscous, slowing down the flow of ingredients through the mix. This problem accentuates when the level of molasses added to the mix exceeds the absorptive capacity of the mix. Thus, the level of molasses employed in a diet formulation should be considered not only with respect to the relative cost of the molasses but also with respect to practical mixing time and the acceptable distribution of the limiting micro ingredient throughout the mix.
Still, another problem is scales. Many portable mixers do not have scales. Scales are expensive and require frequent maintenance. However, the cost of scales is more than offset by the improved quality of feed when scales are used. Balance manual and electronic scales frequently. Scales for portable mills are designed for rough conditions, but they are still delicate instruments. Check the accuracy by adding a known weight of ingredients. If scales are not weighing accurately, have them repaired.