Page
Bucket Elevators
Completion requirements
View
Bucket elevators are used mainly to lift grain vertically to silos or other storages. These usually deliver the grain directly into silos using diverters that direct grain into a gravity chute to the selected silo, or by using belted conveyors to transfer grain horizontally to the various silos.
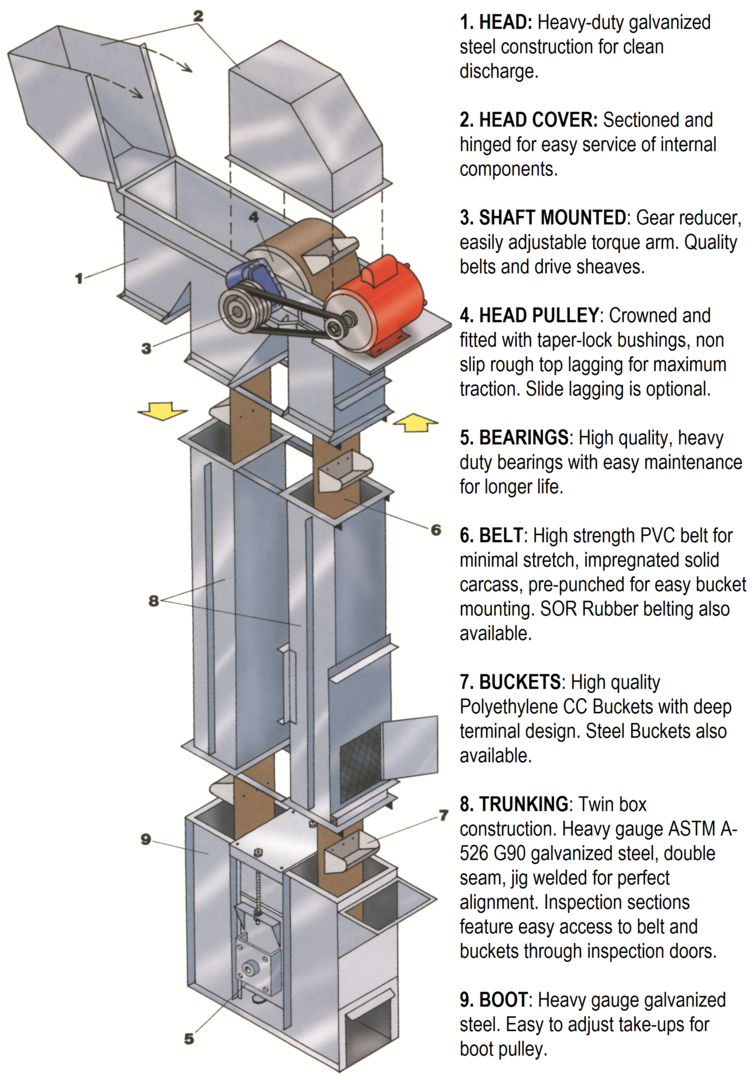
A flat belt between crowned pulleys at the top and bottom of the casing has small buckets attached at regular intervals to carry the grain from the elevator bottom to the top. The capacity depends on the volume of the buckets, the spacing and the speed of the belt. Elevators up to 20m high and with a capacity of 50t per hour are available.
Bucket elevators are self-cleaning by design and are typically fixed in position.
The function of the bucket elevator is to convey product vertically from a lower to a higher level at a tonnage which is economically viable. The bucket elevator is therefore used during intake, loading, recirculation and dry processes.
The tonnage that any bucket elevator can handle largely depends on the following factors:
- Speed of the belt,
- Shape and size of the bucket, and
- Number of buckets per meter length of belt.
The speed of the belt usually varies between 100m/min and 200m/m for a tonnage of 150ton/hr. By making use of a high-speed bucket elevator, a narrower belt and fewer buckets are required, but in the long run the moving parts will suffer greater wear and tear.
The product flows into the bucket elevator boot by means of a chute and is then scooped up by the buckets and carried up the elevator trunk as far as the elevator head.
The speed of the belt and the shape of the bucket’s lip will now determine at which trajectory the product will leave the bucket when it reaches the top of the head pulley.
Should the belt be moving too fast, the product tends to carry on vertically because of its great momentum and will be thrown against the plating of the elevator head and fall back via the elevator leg to the elevator boot. Should the product accumulate excessively in the boot, it becomes increasingly difficult to draw the buckets through it and can result in the motor being overloaded and tripping.
The shape of the elevator head should be such that it conforms with the trajectory which the product will follow once it leaves the buckets. A backstop is used on most bucket elevators in order to prevent the belt from running backwards and the product will flow back into the boot.
The entire boot will then have to be emptied after removing the cleaning hatch, before the elevator can be used again.
The bucket elevator is provided with an adequate drive which makes it possible for the elevator to be started again under full load if the back-stop has prevented the backward movement of the belt. The movement of the belt with its buckets is caused by friction between the bottom surface of the belt and the outside of the head pulley. In order to prevent the belt from slipping, the head pulley is sometimes coated with a rubber layer which increases friction. The boot of the bucket elevator comprises of the bottom pulley, a hatch which can be opened in order to clean the elevator boot as well as a take-up unit for adjusting the belt tension.
The belts are mostly made from rubber and therefore tend to stretch with time by up to 2% of the length of the belt, due to the load that it carries. Should the belt become too slack, this may cause excessive snaking of the belt and buckets when the elevator runs empty.
Both conditions are extremely dangerous as heat and/or sparks can develop which can cause a dust explosion. It is essential to adjust the tension of the belt manually from time to time, in cases where this is not done automatically, then by means of weight adjustment. The adjustment is made by means of two adjusting screws on both sides of the elevator boot. In order to ensure that the belt is correctly aligned, it is essential that the pulleys are in line and the leg is straight. The drive pulley is usually crowned in order to align the belt more easily.
On the elevator head, an inspection hatch is installed in order to inspect the trajectory of the product during working conditions. A steel or rubber buffer plate is installed on the delivery side of the head pulley to prevent product from falling back down the elevator legs. In the trunk of the bucket elevator, inspection windows (which can be opened) are also installed in order to monitor the conveying of the product. Sections of the trunk are easily removable so that maintenance can easily be carried out on the belt and buckets.
Aspiration is provided on both the elevator head and boot. Aspiration on the elevator head, however, is merely provided to create negative pressure in the leg, preventing dust under pressure in the leg, to be forced out at the seams. Aspiration on the elevator head as such is not necessary as most of the dust is carried along by the movement of the downward air column which is formed by the empty buckets. An opening is left on the upper part of the boot through which any spilt product can be fed back into the elevator after the boot for instance has been cleaned.